A Complete Guide to Jewelry Manufacturing Process in 2026
- Written by Provence Team
- Updated on June 26, 2026

Table of Contents
Every ring, pendant, and bracelet that reaches a display case has already passed through more than a dozen pairs of skilled hands. A finished piece of jewelry is the end result of a sequence that begins with a sketch and ends with a final inspection under bright light — and what happens in between determines everything about how that piece looks, wears, and holds up over decades.
This guide walks through the complete jewelry manufacturing process the way it actually happens on a production floor: design, casting, setting, finishing, and quality control. We’ll also cover the side of this topic most guides skip — how the production model behind a piece (in-house factory, outsourced subcontractor, or independent workshop) affects what you actually receive, and what to look for if you’re sourcing jewelry for your own brand rather than just buying a finished piece.
Provence Jewellery operates as a fine jewelry OEM/ODM manufacturer with production based in China and client-facing teams across Malaysia, Singapore, and the United States. We exhibit at JCK Las Vegas and work daily with both retail buyers and wholesale brand partners, so the steps below describe how the process generally works across the industry, illustrated with the realities we see on our own floor.
In this guide:
- The 13 steps of jewelry manufacturing
- Sustainability and traceability in modern manufacturing
- In-house factory vs. outsourced production vs. small workshop
- How to choose a jewelry manufacturer
- Manufacturing timelines and what affects them
- Frequently asked questions
The 13 Steps of Jewelry Manufacturing
Modern fine jewelry is built using a hybrid of centuries-old metalworking techniques and computer-driven precision. Here is the complete sequence, step by step.
Step 1: Design and Concept Sketching
Every piece begins as an idea, usually a hand sketch or a rough digital concept that captures the silhouette, proportions, and stone placement before any technical work starts. At this stage the designer is solving for wearability as much as appearance — how a ring will sit on the hand, how a pendant will catch light, how a setting will hold its center stone securely for years of daily wear.

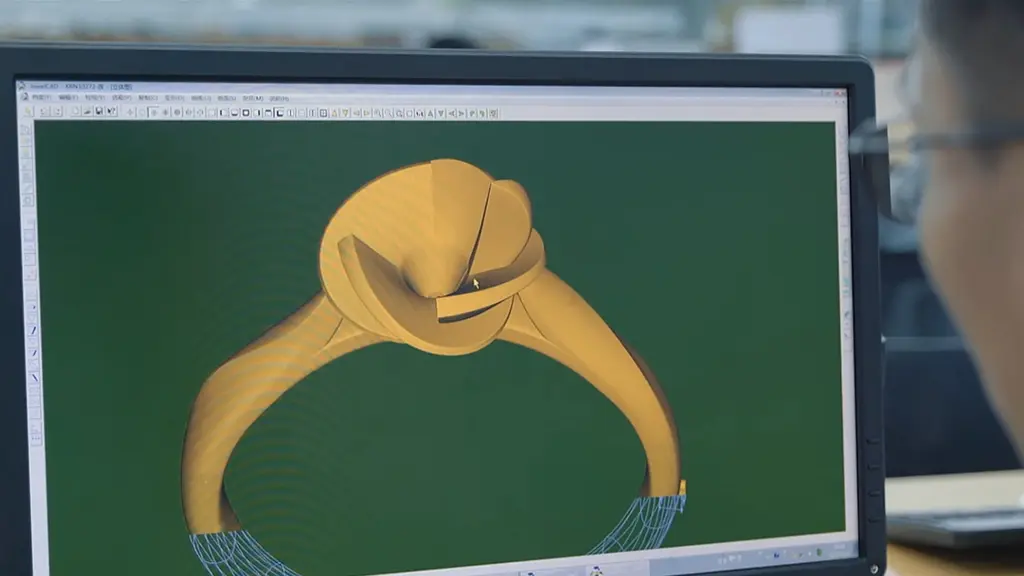
Step 2: CAD (Computer-Aided Design)
The hand sketch is rebuilt as a precise 3D model using CAD software. This is where exact measurements, prong angles, metal weight, and stone dimensions get locked in. A good CAD file does two jobs at once: it lets the client see a photorealistic render of the finished piece before a single gram of metal is used, and it generates the file that downstream machines will use to physically produce the model.
Manufacturer’s Perspective
CAD is also where cost and feasibility get caught early. A skilled CAD technician will flag prong thickness that’s too thin to hold a stone securely, or a design element that won’t survive casting, long before production begins — saving both time and material.
Step 3: 3D Wax or Resin Printing
The CAD file is sent to a 3D printer that builds a physical wax or resin model layer by layer, or in some cases to a CNC mill that carves the model from a solid wax block. This model is an exact physical copy of the digital design and becomes the master pattern for casting. Some specialty and one-of-a-kind pieces still use hand-carved wax, but the overwhelming majority of production jewelry today starts with a printed model.
Step 4: Wax Tree Assembly
Multiple wax models are attached to a central wax stem, typically at a 45-degree angle, to form what the industry calls a wax tree. Lighter, more delicate pieces are placed near the top of the tree, with heavier pieces toward the base. This step exists purely for production efficiency — it allows dozens of pieces to be cast in a single pour rather than one at a time.
Step 5: Investing the Tree
The finished wax tree is placed inside a steel flask, and a plaster-like investment material is poured around it under vacuum to eliminate air bubbles. Once the investment hardens, it forms a solid mold with the wax tree completely sealed inside.
Step 6: Burnout
The flask goes into a kiln and is heated in stages, slowly at first and then to a high temperature, until the wax inside melts and burns away completely. What remains is a hollow cavity inside the hardened investment, in the exact shape of every piece on the tree. This is the origin of the term “lost wax casting” — the wax model is sacrificed in the process.
Step 7: Casting
Molten metal — gold, silver, platinum, or palladium alloy — is poured or injected into the still-hot flask, usually with the help of vacuum or centrifugal force to ensure it reaches every cavity evenly. The metal cools and solidifies into the exact shape of the original wax tree. This is widely considered the most technically demanding stage of the entire process, since incorrect temperatures or timing can introduce porosity or incomplete fills.
Manufacturer’s Perspective
Casting quality is one of the clearest signals of a manufacturer’s experience. Porosity, pitting, or uneven fills at this stage can’t be fully hidden by polishing later — they have to be prevented at the source, which is why casting is typically handled by the most senior technicians on a production floor.
Step 8: Cleaning and Grinding
Once the investment is broken away, the metal casting tree is cleaned of residual plaster, usually in an ultrasonic or acid bath. Each piece is then cut from the tree, and the rough nub left behind is ground smooth. At this stage, the jewelry exists as a rough metal casting that resembles the finished piece but still needs significant refinement.
Step 9: Fabrication, Assembly, and Soldering
Components that weren’t cast as a single piece — clasps, hinges, multi-part settings — are joined here using soldering or laser welding. Laser welding has become the preferred method for high-end production because it fuses metal without introducing a visible solder seam or risking heat damage to nearby gemstones, though traditional soldering is still standard for many fabrication tasks.
Step 10: Stone Setting

Gemstones are set into their mountings using techniques chosen for the design and the stone — prong, bezel, pavé, channel, or invisible setting, among others. The setter cuts a precise seat for each stone, positions it, and secures it by pressing and burnishing metal against the stone’s girdle. This step requires both a steady hand and a microscope, since a fraction of a millimeter of misalignment is visible to the naked eye in the finished piece.
Step 11: Pre-Polish and Polish

Before any stones are set, the piece typically goes through a pre-polish (often in a tumbler) to smooth surfaces that will become difficult to reach once gemstones are in place. After setting, a final hand-polish on a buffing wheel brings the metal to a full shine, removing any remaining tool marks from earlier stages.
Step 12: Rhodium Plating or Surface Finishing
For white gold pieces, a thin layer of rhodium — a bright white, highly reflective platinum-group metal — is electroplated onto the surface to give the piece its signature bright-white finish and added scratch resistance, since white gold in its natural alloyed state has a faint warm tone. Yellow and rose gold pieces may instead receive other surface finishes such as a brushed, matte, or Florentine texture, depending on the design.
Step 13: Quality Control and Packaging

The final stage covers three checks: measurement (verifying ring size, stone weight, and metal purity against the original spec), visual inspection (checking for scratches, loose stones, or finish defects), and mechanical inspection (confirming prongs, clasps, and joints hold securely under normal wear). For pieces moving into wholesale or export channels, this stage also includes hallmarking, purity stamping, and preparing the documentation — certificates, grading reports, and customs paperwork — that a retail partner will need on the other end.
Manufacturer’s Perspective
This last step is where the gap between a casual workshop and an export-ready factory becomes obvious. A buyer sourcing for their own brand should ask specifically what documentation accompanies each shipment, since incomplete paperwork is one of the most common causes of delays at customs.
Sustainability and Traceability in Modern Jewelry Manufacturing
Material sourcing has become as much a part of the manufacturing conversation as casting or setting. Recycled gold and silver now make up a significant share of metal used in production jewelry, offering the same working properties and finished quality as newly mined metal while reducing the environmental footprint associated with extraction.
For buyers and brands working with EU markets specifically, sourcing documentation has become more than a marketing point. Reporting obligations tied to carbon and supply-chain due diligence are increasingly relevant to manufacturers importing metal and finished goods into the EU, and organizations such as the Responsible Jewellery Council provide a recognized framework for verifying ethical and traceable sourcing across the supply chain.
When evaluating a manufacturer, ask plainly where their metal comes from, whether it includes a recycled-content option, and whether they can provide documentation rather than a general sustainability claim. Verifiable sourcing is increasingly a baseline expectation rather than a premium feature.
In-House Factory vs. Outsourced Production vs. Small Workshop
The same finished ring can come from very different production setups, and the setup behind it affects quality consistency, lead times, and cost more than most buyers realize.
|
In-House Factory |
Outsourced / Trading Co. |
Small Workshop |
|
|---|---|---|---|
|
Quality Consistency |
High — direct control over every stage |
Variable — depends on subcontractor |
High on small batches, harder to scale |
|
MOQ Flexibility |
Moderate to low, depending on setup |
Often low (acts as a reseller) |
Very low, but limited capacity |
|
Lead Times |
Predictable, factory-controlled |
Add a layer of communication delay |
Slow at volume |
|
Customization |
Full CAD/CAM and prototyping in-house |
Limited to what the subcontractor offers |
High for one-offs, low for repeatable runs |
|
Cost at Scale |
Most competitive at mid-to-high volume |
Markup added by the intermediary |
Highest per-unit cost at volume |
|
Traceability |
Full visibility into sourcing and process |
Often opaque |
Depends on the individual maker |
An in-house factory — one that handles CAD, casting, setting, and finishing under a single roof — generally offers the most consistency and the clearest traceability, since every stage is visible to the same management team. An outsourced or trading-company model can offer low minimums and broad catalog variety, but adds a layer of communication and quality oversight between the brand and the actual production floor. Small workshops excel at one-of-a-kind or low-volume custom work but typically aren’t built for consistent repeat production at scale.
How to Choose a Jewelry Manufacturer
Whether you’re launching a jewelry brand, expanding a private label line, or sourcing for a retail business, the manufacturer you choose has more impact on your outcome than almost any other decision in the process. Here’s what to evaluate before placing an order.
Production Capabilities and Equipment
Ask whether design, casting, setting, and finishing happen in-house or are subcontracted at any stage. A manufacturer who controls the full process end-to-end can typically guarantee consistency and timelines more reliably than one coordinating multiple outside vendors.
Minimum Order Quantities and Sample Process
Confirm MOQs upfront, and ask to see the sample process before committing to a production run. A manufacturer who can turn around an accurate sample in a reasonable timeframe is signaling that their CAD-to-casting pipeline is well controlled.
Certifications and Material Sourcing
Ask what metal purity standards, hallmarking practices, and gemstone certifications they work with, and whether they can document the source of their metals and stones. This matters most for brands selling into markets with hallmarking requirements or sustainability expectations, such as the UK and EU.
Communication and Lead Times
Time zones and language can either disappear into the background or become a constant friction point. Ask how communication is handled day to day, who your point of contact will be, and get a realistic lead time for both samples and full production runs — not just a best-case estimate.
Intellectual Property Protection
If you’re bringing original designs to a manufacturer, ask directly how they handle design exclusivity and whether your CAD files and designs are protected from being reproduced for other clients.
Trade Show Presence and Industry Standing
A manufacturer who exhibits at recognized industry trade shows — JCK Las Vegas being the most prominent in the US market — has typically been vetted by show organizers and is putting their production in front of informed buyers every year, which is a reasonable proxy for industry standing.
Manufacturing Timelines and What Affects Them
A single custom piece, from finalized CAD file to finished product, typically takes anywhere from a few days to several weeks depending on complexity. Factors that extend timelines include intricate stone-setting work, multiple fabrication components that require assembly, rhodium plating queues, and any revision rounds requested after the initial sample. Bulk or wholesale production runs follow a different timeline entirely, since casting trees, setting, and finishing can be batched — but they require longer lead times upfront for sample approval before a full run begins. Buyers planning around a launch date or retail season should build in buffer time for at least one round of sample revisions.
Frequently Asked Questions
A single piece typically takes anywhere from a few days to several weeks from finalized design to completion, depending on the complexity of the setting and finishing required. Bulk production runs take longer to begin (due to sampling and approval) but become more time-efficient per unit once casting trees and batch finishing are in motion.
Casting creates a piece by pouring molten metal into a mold made from a wax model, producing the form in one solid pour. Fabrication builds a piece directly from metal stock or pre-made components, joined together through soldering or welding. Many finished pieces use a combination of both.
Yes. Lost-wax casting remains the standard method for most production jewelry today, though the wax models themselves are now usually produced with CAD and 3D printing rather than hand-carved, as they were traditionally.
At minimum, ask about their minimum order quantity, sample lead time, material sourcing and certifications, who handles each production stage, and what documentation accompanies a finished order. A manufacturer who answers these clearly and specifically is generally one worth working with.
Once refined to the same purity standard, recycled gold is chemically identical to newly mined gold and performs the same way in casting, setting, and finishing. The difference is entirely in sourcing, not in the finished metal’s properties.
White gold is a yellow gold alloy mixed with white metals, which gives it a pale tone rather than a true bright white. Rhodium plating adds a thin, highly reflective layer of rhodium over the surface to achieve the bright white finish most buyers expect, while also adding scratch resistance.